Ⅳ.自動繰糸機とその繰糸法
現在、わが国で生糸の大部分は自動繰糸織によって作られていますので、ここでは自動繰糸織の仕組みとそれを用いる繰糸法について簡単に解説します。
1.自動繰糸機の仕組み
自動繰糸機は煮繭機から送られてきた煮繭(にまゆ)を待機させておき、必要量の繭を索緒部に送り込む新繭補充槽、新繭と繰解部などから送り返されてきた繭とから糸口を探し出しそれをすぐって正しい糸口にする索緒装置と抄諸装置、正緒の出た繭を貯えておき必要に応じて緒繭機に補給する正緒繭待機部と正緒繭補充装置、生糸を繰る繰解部とその周りを常時巡回していて繊度が細くなった緒に繭を補給する給繭機などによって構成されています。
繰解部には繭糸を集めて繊度が一定の生糸を作り粋に巻き取る糸道機構が垂直方向に設置されています。この糸道機構には繰られている繭に新しい繭の糸口をつける接緒器、繭糸を1本にまとめ節が上がってきたときにそれを感知する集緒器、繭糸を良く接着させるとともに水分を発散させるより掛け装置、繰られている生糸の繊度が紬くなったとき、新しい繭の補給を指示する繊度感知装置、節の発生など糸道にトラブルが生じたときに繰糸を停止する小粋停止装置などよりなり、始めに人手で糸道作りを行い、運転を開始した後は自動的に生糸生産が続行される仕組みになっています。したがって繰糸作業者は最初の糸道作りのほか、主としてトラブルの修理・調整を担当しています。なお、この糸道の数(これを緒数といいます)は繰糸機の規模によって異なりますが、1セット当たり400~480緒(片側では200~240緒)設置されているのが普通です。
2.糸道の作り方
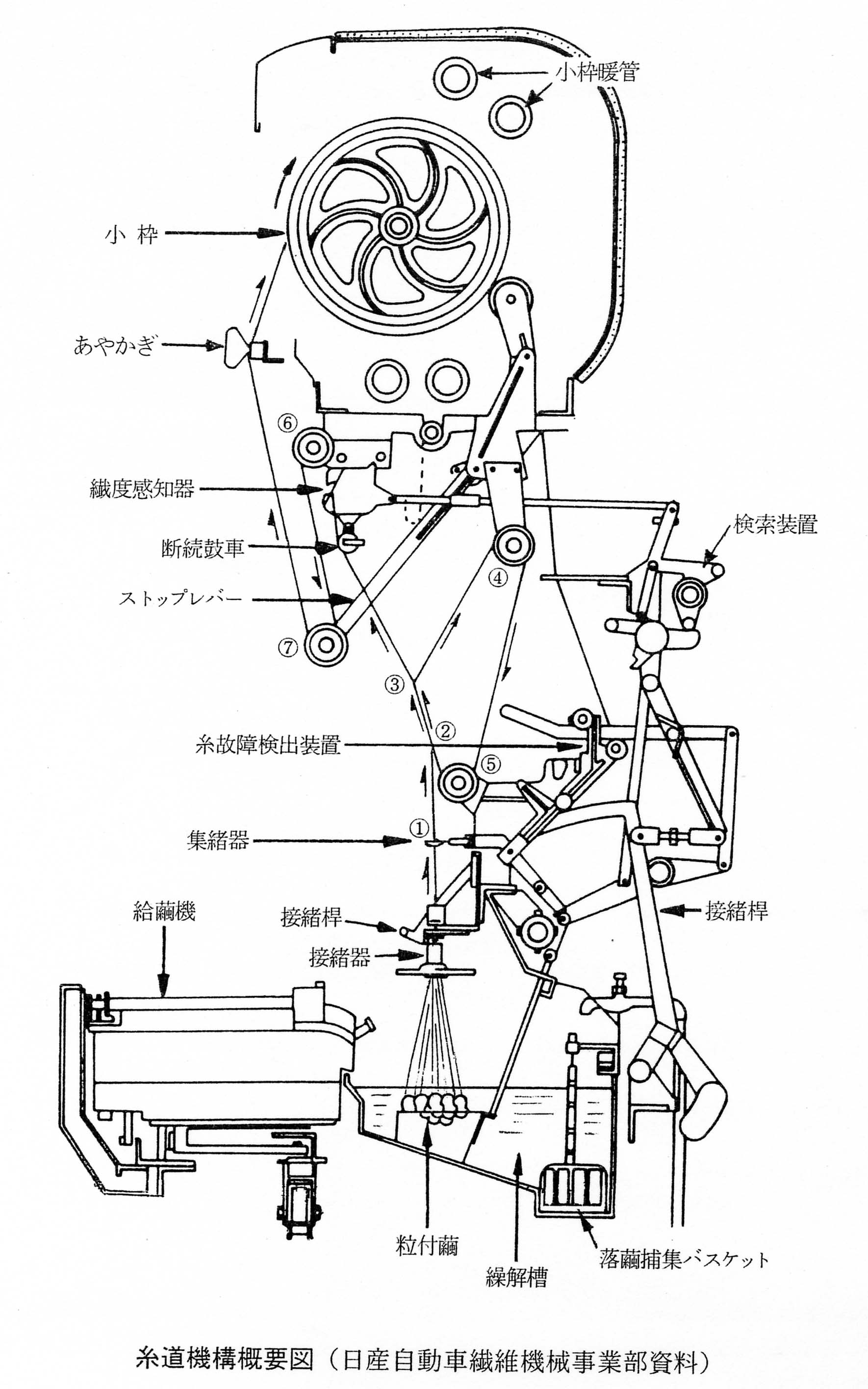
自動繰糸織を使って繰糸を始めるには、繭から引き出した繭糸を1本にまとめ、繊度が目標どおりでむらと節の少ない生糸にするために、つぎの順序で糸道を作ります。まず、給繭機の中から目的とする生糸繊度に対応する粒数の繭を取り出して繰解部に移し、その糸口をまとめて接緒器の通糸管の中を通してから集緒器の細い穴またはスリットを通し上に引き上げます。このように接緒器の下に付けた繭を粒付け繭といいます。集緒器の上には5個の鼓車が設置されており、最初に上方の奥にある第1鼓車(次頁の図の④)に生糸の先端を手前から奥に廻して掛けて下におろし、ついで接緒器の近くにある第2鼓車(図の⑤)の奥から下を廻して上に引き上げます。このようにすると生糸は集緒器から上がってくる糸と重なりますのでこの部分(図の②~③)で糸をより合わせます。できたよりの上端から生糸の先端をつまみ出して引き上げ、断続鼓車、繊度感知器を経て第3鼓車(図の⑥)に導き、奥から上を廻して手前下におろしてから、ストップレバー先端の第4鼓車に掛け、上に引き上げてあやかぎを通したのち小粋に巻き付けます。このように繰解部の繭から繰り出された繭糸は接緒器、集緒器を経て図面の②・③・④・⑤と通過し、再び②・③を通り、断続鼓車、繊度感知器、ストップレバー、あやかぎを経て小粋に至る糸道を形成します。
この中で、接緒器は繰糸中の繭糸に新しい繭糸を捕結するときにその糸口をからみつかせて接緒する働きをし、集緒器は繭糸が塊りの状態で上がってきたとき(これを節といいます)にそれを感知して小粋停止装置を作動させる役目を持っています。また、生糸が図面の①→②→③→④→⑤→②→③→⑥と走行する経路を特にケンネル撚り掛け装置または単にケンネル装置、ケンネル機構、より掛けなどと呼ばれ、②→③の間で仮よりを掛けることによって繭糸を1本にまとめて接着させるとともに、高速回転を与えることによって水分を飛散させる重要な役割を果たしています。ケンネル装置の後の繊度感知器は繰られている生糸が目標より細くなったときにそれを感知して新しい繭を接緒する指示を出すもの、さらにストップレバーは集緒器に節が詰まるなどトラブルが発生したことを感知して小粋の回転を停止させるもの、あやかぎは小粋に巻かれる生糸が同じところに重ねて巻かれないように左右に振るためのものです。このようにして繭糸は糸道機構を通過することによって1本にまとめられ良質な生糸になります。
なお、ケンネル装置で水分はある程度飛ばされますが生糸の中にはまだかなり残っており、小粋に厚く巻かれると接着してほぐれにくくなってしまいますので、つぎの揚返(あげ加えし)工程で大粋に巻き返されて綛(かせ)に仕上げられます。