




平成24年度 研究総括
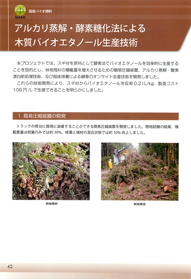
B2チーム:アルカリ蒸解・酵素糖化法による木質バイオエタノール生産技術

 3.1MB
3.1MB・B2チーム(大原誠資、陣川雅樹、眞柄謙吾、野尻昌信、下川知子)
森林の重要な機能の一つに木材生産がある。木材を住宅・建築物等に使用すれば、そこに炭素を貯蔵することができる。木材から住宅・建築用部材を製造する過程では、木材としては使えない間伐材、端材、枝葉、樹皮等の木質バイオマスが多量に発生する。現在の木質バイオマスの発生量は、林地残材が約2,000万m3、製材工場等残材が1,070万m3,建設発生木材1,180万m3と推計されている。これらの木質バイオマスをエネルギーとして有効利用すれば、地球温暖化軽減に大きく貢献する。
木材は主に、セルロース、ヘミセルロース及びリグニンの3成分から構成されている。木質バイオマスを原料として酵素法でバイオエタノールを生産する場合、リグニンを除去する前処理技術が重要なポイントになる。そこで本プロジェクトでは、スギ材を原料としたアルカリ蒸解・酵素糖化法によるバイオエタノール生産技術を開発した。
開発技術の特質と実施課題
開発技術の特質としては次の5点が挙げられる。①日本で最も資源量の多いスギ材を原料としたこと、②現在、ほとんど未利用の状況である林地残材の輸送コスト低減に取り組んだこと、③アルカリ蒸解工程に酸素漂白工程を導入したこと、④固体培養による低コスト酵素生産技術を開発したこと、⑤トリコデルマとアスペルギルスの培養液を混合して糖化効率を最適化したこと。
以下、下記の実施課題について技術紹介する。①木質バイオマスを効率的に輸送保管する技術の開発、②スギ材を原料としたバイオエタノール生産のための前処理技術の開発、③セルラーゼ生産菌培養液を用いたバイオエタノール生産技術の開発
林地残材輸送コスト低減のための減容化技術の開発
林地残材の輸送コスト低減のためには、かさ張るバイオマスを減容化して輸送トラックへの積載量を増加させることが必要である。トラック荷台に簡易に装着可能な圧縮装置を開発し、森林伐採現場での現地試験を行った結果、積載重量は、枝葉のみでは約30%、枝葉と端材の混合状態では約10%向上させることができた。
林地残材のトラック輸送コストは道路の幅員と走行速度、バイオマスの種類(枝葉、端材)、トラックの荷台サイズ(2t車、4t車、10t車)によって異なる。秋田県北秋田市のバイオエタノールプラントに枝条を4tトラックを使用して目標値(1,800円/m3)以下で輸送できる範囲は、圧縮装置を導入することで約8倍に広がることが示された。
アルカリ蒸解前処理法の開発と酸素漂白の導入
木質バイオマスからエタノールを生産する技術としては、これまでに主に3つの方法(硫酸法、亜臨界水法、蒸煮爆砕法)が開発されている。硫酸法は世界的に先行して行われてきた方法だが、反応容器の耐酸性、硫酸の回収に多くのエネルギーを必要とする等の短所がある。また、残湾として得られるリグニンが高付加価値マテリアル利用が困難な物質に変性しているなど、問題点も多く指摘された。亜臨界水法は環境に易しい高速糖化法であるが、工程でのエネルギー消費量が高いことが欠点である。蒸煮爆砕法はシラカバ、アカシア等の広葉樹材には有効だが、スギ等の針葉樹材では充分な糖化率が得られない。

図1 アルカリ蒸解法試験機
以上の欠点を克服し、スギ材にも適用可能な前処理法としてアルカリ蒸解法(図1)を開発した。アルカリ蒸解法は既に紙パルプ製造工程で実施されている方法であり、排液(黒液)を回収・濃縮・燃焼してプロセスのエネルギーとして使用すること、アルカリ薬剤の回収・再利用が可能である。また、黒液中のリグニンから高付加価値マテリアル素材を製造することが可能である(Ⅳ系との連携)。
スギチップをNaOH水溶液とアントラキノン(対チップ0.1%)を加えて蒸解した後に、酸素ガスで残留リグニン量を3%以下に落とすことにより、糖化工程での酵素使用量を削減できる。
現状での最適条件は活性アルカリ20%、4段酸素漂白であり、蒸解工程での変換コストは17.4円/Lエタノールである。
セルラーゼ生産黄培養液によるスギ漂白パルプの酵素糖化
バイオエタノールを生産する工程で最も重要な点は、糖化に用いる酵素コストの低減である。固体培養の培養資材としてスギパルプ、コーンコブ、小麦ふすま、硫安を用いることで、1Lのエタノールを生産するのに必要な酵素生産資材費を5.17円に低減できた。さらに、パルプの代わりに製紙スラッジを用いることにより、3.98円までの低減化が可能である。また、β‐グルコシダーゼ活性が高く、胞子生産能の低いAspergllus tubingensis のUV変異株の培養液をトリコデルマ培養液に20%混合することにより、スギ漂白パルプの酵素糖化効率はさらに向上する。

図2 酵素添加量と糖化・発酵収率
バイオエタノール生産技術では、セルラーゼの使用量を減らしつつ、酵素反応効率を向上させることが必要である。上記のアルカリ蒸解・4段酸素漂白で得られたパルプ(基質濃度3%)をトリコデルマとアスペルギルスの混合固体培養液を用いて糖化を行うと、5mgタンパク質/g-パルプの酵素添加量でC6糖当たりの糖化と発酵を併せた収率が93.4%であり、エタノール収率0.21L/kgチップを達成した(図2)。
以上の結果から、原料運搬からエタノール生産までのコストは108円/Lエタノールと試算された。
残された課題
バイオエタノール製造コスト100円/Lを実現するためには、次のような課題が残されている。①簡易圧縮装置の荷締作業の自動化による省力化、②漂白と酵素糖化率の関係の詳細な知見を得るためのバイオマスミクロ構造の解明、③酵素生産資材の更なる見直しによるコスト削減、④固定化酵母を使った連続発酵技術による酵母利用率の改善。
 富士通アクセシビリティ・アシスタンス「WebInspectorチェック」
富士通アクセシビリティ・アシスタンス「WebInspectorチェック」